

Essential Consumables for Wire EDM Machines
Wire EDM consumables such as cutting wire, ceramic wire guides, dielectric filters, DI resin, and power feed contacts directly control cut quality, surface finish, and machine uptime. Neglecting even one of them causes wire breaks, dimension drift, and unplanned downtime. This guide covers every essential consumable for your wire cut EDM machine, when to replace each one, and the warning signs to watch for on the shop floor.
It’s mid-shift. The wire breaks for the third time today. The operator resets it, restarts the cut, and loses another 40 minutes. By end of shift the job is behind schedule. The cause isn’t the machine. It’s the ceramic guide that wore out two weeks ago and nobody replaced it.
This scenario plays out in tool rooms across India every week.
Wire EDM consumables are the quiet variables that control everything on a wire cut EDM machine: cut accuracy, surface finish, wire consumption rate, and uptime. Most operators know their machine well but underestimate how fast key consumables degrade. And once they degrade, every hour of machining costs more, produces more scrap, and increases the chance of a wire break mid-job.
At Berlin Machineries, we’ve supported more than 5,000 machine installations across India over 20 years. The single most common reason for avoidable downtime isn’t a mechanical failure. It’s a consumable that ran past its useful life. This guide covers every essential consumable in a wire erosion machine, how long each one lasts, and what warning signs to act on before they cause a problem.
What Are Wire EDM Consumables?

Wire EDM consumables are the components in a wire cut EDM machine that wear down over time and need regular replacement to maintain cutting accuracy and machine reliability. They include the cutting wire electrode, wire guides, power feed contacts, dielectric filters, DI resin, flush nozzles, and tension rollers. Unlike spare parts, which are replaced only after a failure, consumables are replaced on a scheduled or condition-based cycle.
It helps to understand the difference between a consumable and a spare part. A spare part (like a motor or PCB) only needs replacement if something breaks. A consumable degrades predictably during normal operation. The wire electrode is the only truly single-use item; it passes through the machine once and is gone. Every other consumable in a wire EDM (also called a wire erosion machine or wire cutting CNC machine) has a service life measured in hours or cutting cycles.
Managing consumables proactively is not a cost centre. It is what keeps a precision machining operation running at consistent accuracy day after day. See how the sinker EDM vs wire EDM comparison describes the role of the dielectric system in both machine types.
EDM Cutting Wire: The Primary Consumable
Brass wire (0.12 to 0.25 mm diameter) is the standard choice for most wire EDM applications. Zinc-coated wire suits demanding jobs where a finer surface finish or higher cutting speed is required. EDM wire is always single-use. It cannot be recycled back through the machine because electrical discharge and thermal stress change its surface properties permanently during cutting.
Choosing the wrong wire for your application costs more than the wire itself. It affects cutting speed, wire breakage rate, surface finish, and total job time.
Brass Wire vs Zinc-Coated Wire vs Molybdenum Wire
- Brass wire is the most widely used option for general tool room work. It’s cost-effective, handles most steel alloys well, and runs reliably on standard machine settings.
- Zinc-coated (stratified) wire delivers better cutting speed and improved surface finish. As industry sources note, coated wire suits demanding applications but can erode the outer coating faster than standard brass, which affects dimensional accuracy on some machine types. Use it where finish requirements are tight.
- Molybdenum wire is used on fast-wire EDM machines (common in some WEDM configurations) and in applications requiring very fine wire diameters where brass lacks tensile strength.
Wire Diameter Selection
- 0.18 mm is the most common diameter for general-purpose work in Indian tool rooms.
- 0.12 mm handles fine detail cuts, narrow slots, and sharp internal corners.
- 0.25 mm suits rough cuts where faster material removal matters more than fine finish.
Wire consumption rate has a direct impact on running cost. Research published by Modern Machine Shop compared two machines running the same job. One consumed wire at 0.51 lb/hour; the other used 1.16 lb/hour. Over 2,000 running hours per year, the higher-consumption machine cost over $6,500 more in wire alone. That gap is significant for any shop running multiple shifts.
Always stock your wire spool size to match your machine’s unspooling setup. On the Premium Servo Series wire cut EDM machine, wire diameter range is 0.12 to 0.25 mm, which covers the full spectrum of production and precision cutting work.
One practical note: Sodick confirms that EDM wire cannot be reused even if it appears intact after a cut. The wire’s electrical properties change irreversibly during machining. The cost of fresh wire is small compared to the cost of a scrap part caused by worn wire.
Wire Guides: Small Part, Big Impact on Accuracy

Wire guides hold the cutting wire at a precise angle through the upper and lower machine heads. When a guide wears, the wire path shifts slightly and dimensional accuracy drops. Ceramic guides are the standard for most production work; diamond and sapphire guides last longer and suit high-volume shops where frequent guide changes are costly.
In our experience supporting installations across India, guide wear is the most under-monitored consumable issue in busy tool rooms. The machine keeps running. The wire doesn’t break. But cut dimensions start drifting by 0.02 to 0.04 mm, and the operator assumes it’s a programming issue.
It isn’t. It’s the guide.
Ceramic Guides
- Standard option for most wire cut EDM machines in India.
- Available in a wide range of standard sizes and are straightforward to replace.
- Suitable for most tool room and production work with brass and zinc-coated wire.
Diamond and Sapphire Guides
- Longer service life than ceramic, especially in high-volume continuous cutting.
- Higher upfront cost but lower replacement frequency, which suits shops running multi-shift operations.
- Also provides more precise wire alignment, which matters on tight-tolerance jobs.
How Often to Inspect Guides
Canadian Metalworking recommends inspecting guides every 2,000 operational hours or semi-annually using an optical comparator. Check that the guide hole remains concentric and hasn’t worn in one direction. An oval or off-centre hole is a clear sign the guide needs replacing.
Signs of guide wear to watch for on the shop floor:
- Inconsistent kerf width on the same job
- Wire breaks that occur at the guide position, not mid-cut
- Surface finish degrading without any change to machine parameters
- Dimensional errors that appear gradually over a production run
Keep at least two replacement ceramic guides per wire size in stock at all times. Refer to your wire EDM maintenance checklist for the full inspection schedule covering guides alongside other wear components.
Dielectric Filters and DI Resin: Keeping the Water Clean
Wire EDM machines use deionised water as their dielectric fluid. Filters remove metal particles eroded from the workpiece; DI (deionisation) resin controls water conductivity by removing dissolved ions. Both must be maintained. If water conductivity rises above the machine’s set threshold, cutting becomes unstable, discharge patterns change, and part dimensions drift.
This is where many shops get into trouble. The machine appears to be running fine. The wire isn’t breaking. But the dielectric water hasn’t been managed, and the results show it: rough surface finish, occasional arc marks, mild rusting in the tank, especially after cutting aluminium.
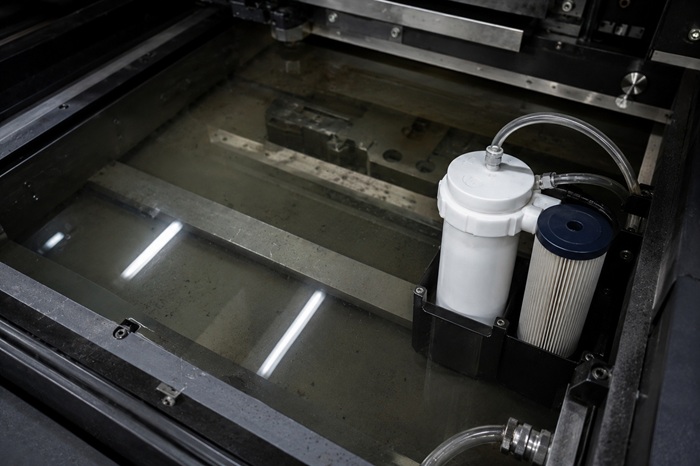
How the Filtration System Works
Modern Machine Shop explains that wire EDM filtration works in two stages. First, paper cartridge filters (typically 3-5 micron rating) remove the solid metal particles eroded during cutting. Second, the DI resin bottle controls water conductivity by capturing dissolved ions through ion exchange.
Both work together. A clean filter extends resin life. Fresh resin keeps cutting stable. Neglect one and the other degrades faster.
Filter Replacement
- Most machines generate a pressure differential alarm when the filter is clogged. Replace the cartridge promptly.
- Hard metals like carbide, H13 tool steel, and titanium alloys clog filters faster than mild steel. Monitor filter pressure more frequently on these jobs.
- Cutting additively manufactured parts can cause unexpected filter clogging if loose metal powder is present inside the part.
Filter replacement typically costs Rs 7,000 to Rs 10,000 per cartridge (industry pricing from Modern Machine Shop puts the range at $85 to $120 USD). That’s a small amount compared to the cost of a rejected batch caused by contaminated dielectric fluid.
DI Resin Replacement
Moldmaking Technology notes that most machines trigger an alarm when DI resin is depleted. Replace it when the alarm fires. Don’t try to run past it.
- Local water quality affects resin life significantly. Soft municipal water in Pune or other urban areas depletes resin slowly. Hard well water or high-mineral water in rural installations depletes resin much faster.
- Clean the conductivity probe regularly. A dirty probe gives inaccurate readings and can mask real conductivity problems.
- Cutting aluminium raises water conductivity rapidly. Change the DI resin bottle promptly after aluminium cutting jobs.
The dielectric filtration system is a standard accessory on the Premium Servo Series wire cut EDM machines from Berlin Machineries. Understanding how it works helps you maintain it correctly from day one.
Power Feed Contacts: The Electrical Connection
Power feed contacts transfer the electrical current from the machine’s power supply to the cutting wire at both the upper and lower heads. Without a clean, stable contact, the electrical discharge becomes inconsistent and cut quality suffers.
How they wear: as the wire passes continuously over the contact surface during cutting, it creates a small groove. Once that groove deepens, the contact area reduces and current transfer becomes erratic. The machine may not generate an alarm for this. The only signals are visible on the workpiece.
Signs of Worn Power Feed Contacts
- Erratic surface finish on jobs that previously ran cleanly
- Increased wire breakage frequency without any change to cutting parameters
- Visible groove on the contact face when you inspect it
- Inconsistent spark patterns observed during cutting
Replacement and Maintenance
Industry maintenance guidance from MWI Inc. recommends inspecting power feed contacts every 500 to 800 machining hours. Before full replacement, rotate the contact 90 degrees. This presents a fresh surface to the wire and can effectively extend contact life.
On OEM vs third-party contacts: third-party contacts generally work, but as noted by maintenance experts in the field, they don’t always deliver the same performance or service life as OEM components. Keep a closer eye on wear when using non-OEM consumables.
Keep at least two spare power feed contacts per machine on hand. They’re inexpensive, and running without a spare means a halt if one fails mid-job.
What Happens When You Ignore Wire EDM Consumables?
Neglected wire EDM consumables cause wire breaks, dimension errors, rough surface finish, and unplanned machine downtime. These problems compound: a worn guide causes wire breaks; frequent breaks slow production and increase wire cost; contaminated dielectric fluid causes discharge instability and part rejections. The total cost of ignoring consumables is always higher than the cost of replacing them on schedule.
Here is how the cost chain develops on a real production floor:
- A ceramic guide runs 500 hours past its inspection interval. It develops an off-centre wear pattern.
- The wire starts breaking at that guide position three or four times per shift.
- Each break means a manual reset, a re-thread, and 20 to 40 minutes lost.
- By the end of the week, the operator has lost four to six hours of productive cutting time.
- Some of those cuts were restarted mid-profile, which means visible restart marks on the workpiece surface.
- Two or three parts get rejected. The cost of those rejections exceeds the cost of ten ceramic guides.
The wire consumption cost compounds this. As research published in Modern Machine Shop shows, a machine consuming wire at a high rate costs significantly more to run per year in wire expense alone. Worn guides and power contacts contribute to higher wire consumption because the machine may need to make more passes, or because wire breaks waste partially used wire.
The SSG EDM cost analysis confirms that consumables (wire, fluid, filters, guides) represent a recurring but manageable cost. The key word is manageable. An unscheduled shutdown to diagnose a problem that turned out to be a worn contact is not manageable. It’s avoidable.
In our experience supporting tool rooms across India over 20 years, the shops with the lowest downtime are not the ones with the newest machines. They’re the ones with a simple consumable log and a discipline to follow it.
Wire EDM Consumables Replacement Reference Checklist
Use this table as a quick reference for your machine maintenance log. Print it and stick it near the operator station.
Consumable | Check Frequency | Replace When |
|---|---|---|
Cutting wire | Continuous (single-use) | After every job. Never reuse. |
Ceramic wire guides | Every 2,000 hrs | Accuracy drift or wear visible |
Power feed contacts | Every 500-800 hrs | Groove visible / wire breaks increase |
Dielectric filter | On machine alarm | Pressure differential rises above spec |
DI resin (deionisation) | On conductivity alarm | Water resistivity falls below machine spec |
Flush nozzles | Monthly inspection | Clogged or reduced flow |
Tension rollers | Every 6 months | Surface wear or wire slip |
A few additional items worth monitoring:
- Tension rollers: check the roller surface every six months. Continuous wire movement wears the surface down, which affects wire tension and can contribute to breaks.
- Flush nozzles: inspect monthly for clogging. Partially blocked nozzles reduce dielectric flow to the cutting zone, which affects flushing efficiency and surface finish.
- Belts and pulleys: some machine designs use drive belts that need periodic inspection for cracking or wear.
The Erodex consumables guide classifies guides, power contacts, filters, nozzles, and seals all as consumables requiring regular replacement to maintain optimal machine performance. That classification is a useful reminder that the cutting wire is not the only item on the replacement list.
Final Takeaways
Three points matter most:
- Wire is single-use. Always. The cost of fresh wire is far less than the cost of a rejected part caused by reused or compromised wire.
- Guides and power contacts are the two most common sources of avoidable downtime. Inspect guides every 2,000 hours. Inspect contacts every 500 to 800 hours.
- Dielectric water quality affects everything. A clean filter and fresh DI resin keep the cutting environment stable.
Every machine we supply at Berlin Machineries comes with a dielectric filtration system, ceramic wire guides, and full installation support. Our technical team in Pune has helped tool rooms across India set up consumable schedules that reduce downtime and lower running costs over the long term. We’ve seen what works and what doesn’t across more than 5,000 installations.
Frequently Asked Questions
How often should I replace the ceramic wire guide on my wire cut EDM machine?
Industry guidance recommends inspecting ceramic wire guides every 2,000 operational hours or semi-annually, whichever comes first. Use an optical comparator to check whether the guide hole remains concentric. If the hole is oval or worn off-centre, replace the guide immediately. Signs of worn guides include inconsistent kerf width, repeated wire breaks near the guide position, and gradual dimensional drift on production parts.
Can I reuse EDM cutting wire to reduce consumable costs?
No. EDM wire cannot be reused. During cutting, continuous electrical discharges and thermal stress permanently alter the wire’s surface and electrical properties, even if it looks intact. Sodick and other EDM manufacturers confirm this clearly. The cost of fresh wire is far lower than the cost of a scrap part or a wire break caused by reused wire.
What causes wire breakage in a wire EDM machine and how can I prevent it?
Wire breaks in a wire cut EDM machine typically result from worn guides creating an inconsistent wire path, degraded power feed contacts causing unstable current transfer, contaminated dielectric fluid reducing cooling and flushing at the cut zone, incorrect wire tension settings, or using the wrong wire type for a hard or thick material. Preventing breaks requires regular guide and contact inspection, clean dielectric water, and choosing the correct wire diameter and type for each job.
How do I know when the DI resin in my wire EDM machine needs to be replaced?
Most wire EDM machines generate an alarm or signal when DI resin is depleted and water conductivity rises above the machine’s threshold. Do not run past this alarm. The conductivity probe also needs periodic cleaning to give accurate readings. If you use hard well water or high-mineral water at your facility, the resin depletes faster than with soft municipal water. Cutting aluminium also raises water conductivity rapidly and requires prompt resin replacement.
Does the material I cut affect how fast wire EDM consumables wear out?
Yes, significantly. Hard materials like tungsten carbide, H13 tool steel, and hardened Cr12 wear guides and power contacts faster than mild steel. They also clog dielectric filters more quickly. Abrasive or high-conductivity materials affect water quality faster, increasing DI resin consumption. If you regularly cut hard alloys, reduce your guide and filter inspection intervals and stock spare consumables accordingly.
Leave a Reply